





Key technology to improve the work cycle of hydraulic press for sheet metal forming
There are various process actions for the sheet metal forming hydraulic press. Generally, the work cycle speed of the hydraulic press is measured by the production cycle of deep-drawn parts as a standard.
Below is an analysis using deep drawing process actions as an example.
The deep drawing process actions generally proceed in the following order: rapid downward movement of the slider, slider action switching to work downward movement, after the mold is closed the slider is pressurized to the set tonnage, continuous pressurization of the slider, pressure release of the slider, slow mold opening return of the slider, rapid return of the slider, deceleration and stop of the slider during return, rapid lifting of the hydraulic cushion, decelerated lifting of the hydraulic cushion and stop.
Analyze each equipment action and find methods to save time, then the production cycle of the hydraulic press will be significantly improved.
Analysis of the impact of various process actions
Rapid downward movement of the slider generally relies on the weight of the slider, cylinder, and mold for traditional hydraulic presses to move downward by their own weight, under the influence of gravity towards the Earth. During the downward movement, the slider needs to overcome the friction of the guideway and cylinder seals, and overcome the resistance of oil drainage back to the tank.
Factors affecting rapid downward movement of the slider include gravity, slider friction, and oil drainage resistance.
Currently, the friction between the slider and guideway is already very low under the manufacturing capabilities, making the effect of rapid downward movement of the slider also small; while the oil drainage resistance can be controlled through design selection, usually used to limit the maximum speed of slider descent. The gravity factor G is a physical constant that cannot be artificially changed.
Switching the slider action to work downward movement is a transitional action, generally achieved through the installation of valves or large-diameter electro-hydraulic valves, with influencing factors mainly being the time of the switching action and the distance the slider travels during the switch process. The shorter the time of the hydraulic system switching action, the shorter the distance the slider travels during the switch action, forming a linear relationship.
After the mold is closed, the slider is pressurized to the set tonnage. This action has the significant characteristic of low forming force in the early stage according to the forming characteristics of the workpiece, with the main influencing factors being the working speed of the slider at low pressure in the early stage and the time it takes for the slider to establish pressure after mold closure.
Continuous pressurization of the slider is controlled by a manually set time, mainly used for shaping the workpiece, releasing stress to prevent workpiece rebound.
Pressure release of the slider refers to reducing pressure by discharging a certain amount of compressed oil from the high-pressure oil, in a fixed tonnage and stroke hydraulic system, the amount of oil to be discharged during pressure release is constant, and the duration of pressure release depends on the execution time of the pressure release mechanism.
The slow mold opening return of the slider mainly depends on the response time of the system in establishing pressure drive for the slider movement in the return cylinder, the speed of establishing pressure is very important.
Rapid return of the slider mainly depends on the speed of rapid return.
Deceleration and stop of the slider during return mainly depend on the distance over which the slider decelerates and the stable stopping state. When executing the return action, driving the slider and the mass it carries, deceleration and stopping require a certain stroke, the shorter this process, the faster the equipment cycle.
The actions of rapid lifting of the hydraulic cushion and decelerated lifting and stopping of the hydraulic cushion, if these actions can be completed before the slider stops during return, it will not affect the overall cycle. Usually, the lifting stroke of the hydraulic cushion is smaller than the stopping stroke of the slider during return, which is easier to achieve.
Key Technologies for Improvement
Although the factors affecting the rapid downward movement of the slide block cannot be directly changed, the rapid downward movement speed of the slide block can be accelerated by the form of a rapid hydraulic cylinder, transforming the passive action of the slide block rapidly moving downward within a short stroke into an active action. This design is rarely used in large hydraulic presses, typically applied to smaller devices where measures are taken as the slide block's small mass prevents it from descending by self-weight.
By installing a rapid hydraulic cylinder to actively drive the slide block downwards at a faster speed, theoretically, the acceleration time from static to rapid downward movement of the slide block and the time taken for the rapid downward movement can be reduced. The implementation plan involves storing hydraulic oil in advance in accumulators and using a control valve assembly to quickly release to drive the rapid hydraulic cylinder, which then drives the slide block swiftly downwards.
Factors affecting the transition of slide block action to working downward are mainly the time of action transition and the distance traveled by the slide block during the transition process. Conventional hydraulic presses use changing the size of the draining valve ports to complete the transition of actions. However, the control of the drain port size typically utilizes solenoid valves to control pilot oil to drive the main spool of the inserted valves or the electro-hydraulic slide valves to complete. This action completes it unstably since it passively relies on pilot oil to perform the action, greatly affected by the pressure of pilot oil. On the other hand, due to the structural characteristics of the spool itself, this method often causes excessive internal shocks in the system, which often requires intentionally lengthening the transition distance to obtain equipment stability during actual production debugging equipment. The improved plan recommends using linear controllable proportional inserted valves for action transition control, due to their linearly controllable valve size and rapid response time, they can compress the transition time and travel to a minimum, greatly improving stability, as shown in the diagram.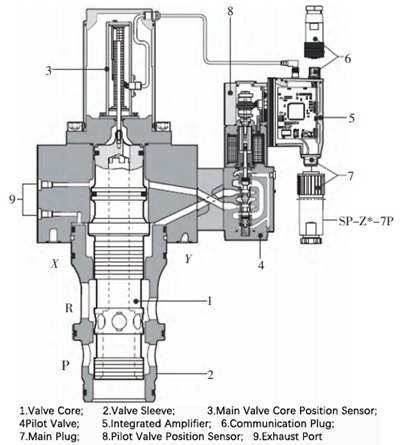
After the mold is closed, the slide block is pressurized to the set tonnage. According to its main influencing factors, the speed at which the slide block works under low pressure in the early stage and the time it takes for the slide block to establish pressure after the mold is closed. The proposed solution is to choose a constant power variable pump or a constant pressure variable pump to drive the oil pump, aligning with the characteristics of the workpiece's forming. Additionally, it can further match the working sequence of the cylinder, combine with the characteristics of the workpiece's forming. For a hydraulic press with a multi-cylinder structure, the method of using some cylinders to pressurize first can be used to increase the speed of the slide block. As for the time it takes to establish pressure, the hydraulic system can be improved by adding a high-pressure accumulator and control system, or by increasing the power of the installed machine to increase the output capability of the high-pressure hydraulic oil.
For releasing pressure from the slide block, it is typically done by opening the filling valve for pre-pressure relief, and for larger tonnage equipment, it is accomplished by setting up dedicated pressure relief valves. Releasing pressure too quickly can lead to vibrations in the equipment system. The recommended solution is still to use proportional inserted valves for pressure relief, given their large flow, linearly controllable opening characteristics, can minimize the time of system pressure relief.
For the slow-speed opening and returning of the slide block, it is necessary to accelerate the speed at which pressure is built up in the return chamber. Without affecting the pressure relief, it is recommended to compress the hydraulic oil to the critical point of pressure required for the return chamber in advance. This method can be initiated during the previous action or simultaneously initiate it to compress the hydraulic oil before the shortest time is taken to start the slide block action. Another method is to always keep the pressure in the return chamber above the critical pressure point of initiation, this method requires solving both the pressure relief and premature return of the slide block, and not just surpassing the critical pressure, as it can prevent pressure relief.
For the rapid return of the slide block, reaching the maximum return speed under limited conditions. Current common practice is to reduce the area of the return cylinder, trading high pressure for the return speed of the equipment. With stability guaranteed, this method is feasible. Another method is to establish a model similar to a hydraulic spring, no longer constrained by the oil pump flow rate and return force size limitations.
For the deceleration and stopping of the return of the slide block, due to the large mass carried by the slide block machine, such as molds, the slide block has a certain amount of energy and needs to be transformed into potential energy to stop it stably. This process is often lengthy and occupies the time needed for the slide block to stop its return. The recommended solution is to actively intervene to counteract the kinetic energy of the slide block in advance, allowing the slide block to stop stably in the shortest possible time.
Control System
All actions are carried out through the collection and transmission of signals by the electrical system of the device. The response time of electrical components and the transmission time of signals are basically determined by the components themselves. It is important to focus on simplifying device actions, reducing the number of electrical signal transmissions and action executions.
Simplification of hydraulic system actions requires rational utilization of physical principles to reduce control actions. For example, using a hydraulic spring model for the return action of the slider can eliminate the initial execution of all return actions, significantly reducing the response and execution time of the electrical control system.
Currently, the hydraulic press market is highly competitive. Only by optimizing and improving the inherent defects of hydraulic presses can the competitiveness of hydraulic presses be fundamentally improved. Increasing the working cycle of hydraulic presses is undoubtedly a positive measure to enhance the competitiveness of the hydraulic press market.


XIRO-electric servo press/XIRO-hydraulic press/XIRO-mechanical powder compacting press
XIRO, an automated machine manufacturer, 24-hour response factory, with a professional engineering team 24 hours online technical service. All machines are CE certified, come with a 2-year warranty, and lifetime service. With 20+ years rich production experience, our equipment is exported to more than 60 countries. We provide customizable press machines and comprehensive productivity solutions, ensuring it's the most competitive, accurate solution to any assembly requirement! XIRO wishing you prosperity!
 |  |  |


