





 +86 15913754357
+86 15913754357 sales@xirotech.cn
sales@xirotech.cn
 Release time:2024.01.01
Release time:2024.01.01In the proportional pressure control of the hydraulic system of hydraulic press, proportional pressure valves are mostly used for pressure control. Here we introduce three methods of proportional pressure control of a certain 8000 kN high-speed sheet metal stamping hydraulic press.
The main requirements of the hydraulic press on the system pressure are:
(1) Pressure adjustment range is 3~25 MPa;
(2) Within the pressure adjustment range, the difference between the system set value and the detected value (output value of the pressure sensor) is less than 2% of the maximum value (0.5 MPa);
(3) Pressure stabilization time is not more than 2s;
(4) Maximum overshoot pressure is not more than 1 MPa.
1. Open-loop control system
Firstly, open-loop control is used, and the control principle diagram is shown in Figure 1. A direct-acting proportional pressure valve 1 is used as a pilot valve to control the insertion valve 2. The PLC directly sets the signal for the proportional valve 1. Because the system itself is nonlinear, during the pressure test from 3 to 25 MPa, the set value of the proportional valve does not correspond proportionally to the actual pressure values (see Figure 2), with a maximum difference of 1.8 MPa from the ideal linear line. Additionally, as the oil temperature rises, the pressure increase in the hydraulic system is also very large. When measured at oil temperatures of 18 and 39°C, the maximum pressure increase was 1.2 MPa.
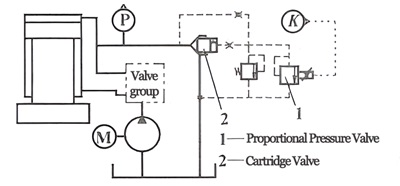
Figure 1: Open-loop control principle diagram
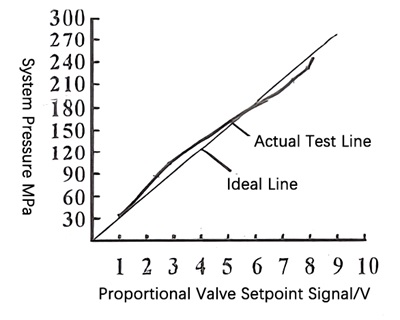
Figure 2: Correspondence curve between open-loop control set signal and pressure
Experiments show that although the system has basically no overshoot and the system's stability time meets the requirements, the deviation between the set value and the displayed value is significant due to the system's nonlinearity and the effect of oil temperature, making it unable to meet the requirements.
2. Closed-loop control system based on PID
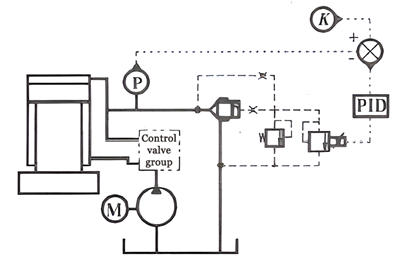
Figure 3: Schematic diagram of conventional PID control
Figure 3 shows the schematic diagram of a conventional PID control system. The closed-loop control principle diagram adopts PID control, which adds a PID controller on the basis of open-loop control. The feedback value of the pressure sensor is calculated with the set value K in the PLC software, and then input into the PID controller, which controls the output proportional valve.
First, set the integral coefficient K1=0 and the differential coefficient KD=0, gradually increase the proportional coefficient KP for experimentation. Using an oscilloscope to detect the pressure, the results show that when KP is set to 30, the system has minimal oscillations and overshoot, but the maximum difference between the set pressure and the actual pressure reaches 8%. Further increasing the KP value, the system starts to oscillate. When KP=80 and the set pressure is 10 MPa, the system oscillates 4 times before stabilizing, with an oscillation time of 2.8 seconds, and the maximum difference between the set value and the actual value still reaches 1.1 MPa.
Setting KP to 20, K1 to 4, and KD to 1, conducting the experiment with a set pressure of 10 MPa, the results show that the system's oscillations worsen and it takes about 3.2 seconds for the system to stabilize. It is evident that after adding integral and differential terms, although the final pressure accuracy of the system is improved, the system's oscillations worsen, and the time required to achieve the required accuracy is too long, still unable to meet the needs of the hydraulic machine.
After multiple parameter changes of KP, K1, and KD for experiments, it is found that the general PID control system cannot meet the requirements of the system within the range of 3 to 25 MPa. It can be seen that a conventional PID control system is difficult to meet the control requirements of the system, and the parameter setting relies too much on on-site debugging.
3. PID Control with Initial Signal
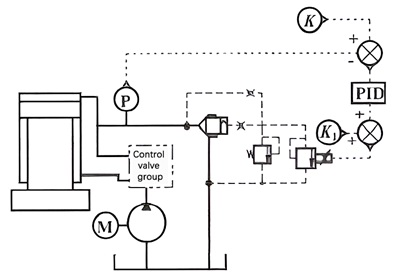
Figure 4 Closed-loop Control System with Initial Signal
Figure 4 shows a closed-loop control system with initial signal. In addition to the PID closed-loop control system, an open-loop input K is added, and the output of the summing calculator PID is added with the open-loop set K before being output to the proportional valve. This control system greatly reduces the output of the PID, as the output of the PID only corrects the deviation that occurs in the open-loop control.
Initially, the value of K1 is determined based on the open-loop control in the first part. Experimental results with K1=0, KD=0, and KP=30 show that the set value and the actual value are very close within the range of 3~25 MPa, with a maximum difference of only 0.3 MPa. The stability time of the system tested in the oscilloscope is less than 1.8s, and the overshoot of the system is less than 0.5 MPa. By reducing the KP value and appropriately adding the integral and derivative terms, the system's accuracy is further improved, and the stability time is shorter.
As the system requirements can be met with just the proportional part of the PID, the control becomes very simple. Finally, the PID controller is removed from the machine tool, and the proportional part is completed by the PLC, meeting the requirements of the system.
Comparing the three methods, it can be seen that the closed-loop control algorithm with initial signal has the advantages of simple control structure, convenient debugging, system stability, and high accuracy, fully meeting the pressure control requirements of the hydraulic press, and can also be extended to the control of speed, flow, and other areas.


XIRO-electric servo press/XIRO-hydraulic press/XIRO-mechanical powder compacting press
XIRO, an automated machine manufacturer, 24-hour response factory, with a professional engineering team 24 hours online technical service. All machines are CE certified, come with a 2-year warranty, and lifetime service. With 20+ years rich production experience, our equipment is exported to more than 60 countries. We provide customizable press machines and comprehensive productivity solutions, ensuring it's the most competitive, accurate solution to any assembly requirement! XIRO wishing you prosperity!
 |  |  |

